

电 话:139-58599209
联系人:姚洪林
网 址:www.xfzqkj.com
地 址:湖北省恩施市咸丰县忠堡镇工业园
自改革开放以来,国内市场对精密铸造工业产品的需求量日益提升,供不应求。国内相关企业抓住机遇,开始摆脱国外产品的制约,逐渐走上自主研发,自主开发的转型之路。精密铸造又叫失蜡铸造,其包含熔模铸造、陶瓷型铸造辽宁工业水玻璃工艺精密铸造厂家、金属型铸造、压力铸造、消失模铸造几大块儿内容。自主研发一直是国内精密铸造行业的重要制约因素。蜡模精密铸造,又称为失蜡铸造或熔模铸造。铸造方法是:先把要做的铸件用蜡料制成模型,并把模型用同种材料焊接到浇口棒上,制成模组,在模组表面蘸上耐火涂料,再洒上耐火砂,待其干燥固化后,给模组加热,把蜡料从浇口处脱出,形成空壳。
硅溶胶工艺生产中应注意的问题1 硅溶胶型壳焙烧1050-1150℃,注意炉口、死角型壳的焙烧质量,焙烧炉最好选用大些能装两炉为宜。辽宁工业水玻璃工艺精密铸造厂家2 定量熔化,炉前管制。3 炉衬的打结、烧烤及高温烤炉。4 炉衬的保护,每班清理炉壁,加盖防裂……5 脱氧精炼的正确操作(除渣方法)6 浇注技巧。7 炉前的“5S”管理,保证安全,提高质量。8 炉料、合金的管理,防止混料。9 每班前两炉的熔清样的化验。二、清理:1 树立铸件不是毛坯是商品的理念,有利于提高铸件质量。2 严防磕碰,使用专用工位器具。

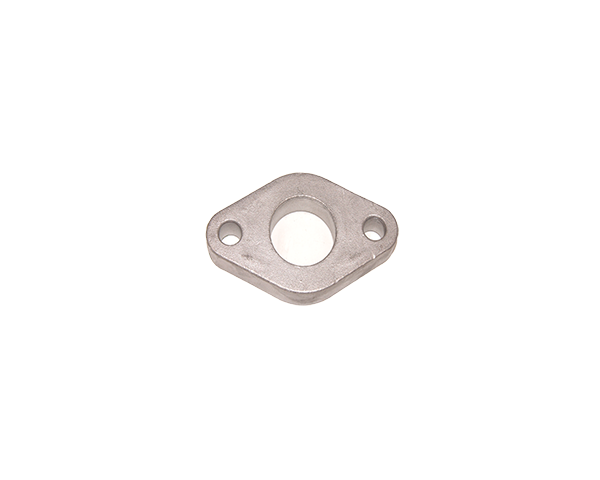
制壳环境,尤其是风速,有非常严格的要求。对于这种带有细长孔的铸件,夹层干燥时间可以适当延长。辽宁工业水玻璃工艺精密铸造厂家硅溶胶精密铸造表面质量好,高温强度高,热震稳定性好,抗高温变形能力强。硅溶胶精密铸造是一种很少切割或不切割的铸造工艺。这些产品是铸造行业中的先进铸造技术。硅溶胶精密铸造的尺寸不是很大,对其精度的要求也不是很高,但是铝框锡铋可以考虑在使用过程中用作模具,并且这种模具的重量相对较重,主要是因为它含有铋。对于硅溶胶精密铸造的复杂模具,制造时间相对较短,在一定程度上节约了加工成本。对于复杂的薄壁铸件,为了有效提高产品外壳的透气性,可以在可能的情况下设置排气孔。

消失模铸造是属于精密铸造的一种工艺,也称气化模铸造、实型铸造、无型腔铸造。该工艺尺寸精度高达0.2mm以内,辽宁工业水玻璃工艺精密铸造厂家表面粗糙度可达Ra5μm~Ra6μm,被铸造界誉之为“21世纪的铸造新技术”、“铸造的绿色工程”。消失模铸造工艺,简单说就是用易熔材料制成可熔解消失的模型,经过高温气化掉模型后,于其中浇注熔融金属,冷却后去壳得到铸件。随着3D打印技术的快速发展,结合计算机技术的应用,将产品三维设计图直接导入设备,可以直接得到铸造原型,用于替代传统蜡型。从精铸件的结构设计、工艺制定到压型设计与制造、蜡模成型给精铸件的生产带来了巨大变革。





